そもそも鍛造とは?
鍛造 ←この漢字。なんと読むのかご存じでしょうか?業界の方や製造業の方ではご存じの方も多いのですが、それ以外の方々では読めない方も多いのです。 私どもの旧社名にもこの漢字が入っています。 読み仮名は タンゾウ と読みます。
しかし、読み方がわかっても「?」ですよね。 おそらく「タンゾウ」という言葉を皆さんはあまり耳にしたことがないと思います。鍛造とは字のごとく「鍛えて造る」ということですが、「鉄は熱いうちに打て」と若者の教育論でも使うように、鉄を高温にして叩いて鍛えると同時に、任意の形状に変えることを言います。

鉄は打ってはじめて強くなることは昔から知られており、「鍛冶」または「火造り」と言われていました。 もう少し鍛造を身近なもので例えてみると。温かいご飯を手で握ると「おむすび」という任意の形状の個体になりますが、落としたりすると簡単にバラバラになってしまいます。
しかし同じお米でも蒸して臼と杵でつくことによってできる「お餅」という個体は、落としたくらいではバラバラになったりしません。 このように叩くことで個体の中の隙間をなくして一つの強い個体にし、また熱いうちであれば容易に様々なにも変えることができる、ということがわかってもらえると思います。
これと同じように金属塊を叩く(鍛錬)ことによって鍛造時に生じた気泡やガス(気孔)を圧着させ、結晶粒を微細化し、組織を改良し、機械的性質を改善し、同時に目的の形状を作り、機械加工を省略もしくはその工数を減らすことが鍛造の目的なのです。
鍛造品の主な特徴
鍛造品は機械構造部品の基礎です。 その主な特徴は
- 材料の節約、製品の最終形状に近い形状、寸法に成形される
- 工作機械による切削工程が省略または節約できる
- 切削加工の困難な形状のものが量産できる
- 組織が機密となり、内部欠陥がない
- 引張り強さ、硬さなどの機械的性質のばらつきが少ない
- 製品形状に沿ったメタルフロー(鍛流線)が得られる
- 寸法のばらつきが少ない
以上のような多くの特徴を持つ鍛造品は強靭で信頼性が高く、幅広く機械構造部品に使用され、他に変えがたい素形材です。

様々な加工の特徴と比較
| 熱間鍛造 +冷間鍛造 | 熱間鍛造 | 冷間鍛造 | 切削 | 鋳造 | 焼結 | ファインブランキング | |
|---|---|---|---|---|---|---|---|
| 硬さ | ◎ | ◎ | ◎ | △ | ◯ | △ | ◯ |
| 靭性 | ◎ | ◎ | ◯ | ◯ | △ | △ | ◯ |
| 工法 | 熱間鍛造品を強力な力で変形 | 1200度に熱し叩く | 強力な力で変形 | 鉄を削る | 鉄を溶かし型に流す | 粉末を固める | 薄板のプレス |
| コスト | 低 | 低 | 低 | 高 | 低 | 低 | 低 |
| 精度 | ◎ | △ | ◎ | ◎ | △〜◎ | ◎ | ◯ |
| ロット | 少〜多 | 少〜多 | 多 | 少 | 少〜多 | 少〜多 | 多 |
| 備考 | 金型費が高価 | 巣が発生 | 巣が発生 | 厚みに限界有 |
あらゆる場所で貢献している鍛造品
鍛造品は、あらゆる産業や身近な日常生活の中で貢献しています。
自動車ではトラック、バスから軽自動車まで幅広く用いられ、特にF1やラリーなどの過酷な競技にはその使用範囲はさらに拡大されます。
また競技といえばゴルフトーナメントでも、プロが使用するクラブのヘッドのほとんどは鍛造品が使われています。








| 用途別 | 自由鍛造品 | 型鍛造品 |
|---|---|---|
| 産業機械器具用 | 電気材料素材、金型材料、シャーブレード、圧延ロール、カップリング、発電機軸、水車軸、原子炉用ノズル、フランジ、ベアリングレース、フック | ベアリングレース、フック、コンベアチェン、ターピンブレード、フランジ、バルブ |
| 土木建設鉱山機械用 | 削岩機部品、大型リング | コンロッド、クランク軸、キャタピラーリンク、ギヤ類、ローラ、ベアリングレース |
| 農機具・漁具用 | 耕うん機つめ | コンロッド、クランク軸、ギヤ類、ベアリングレース |
| 工具用 | のこぎり、かんな、はし、のみ、包丁、石工用具 | モンキレンチ、スパナ、パイプレンチ、ペンチ |
| 自動車用 | リングギヤ、ベアリングレース | コンロッド、クランク軸、ロッカーアーム、ギヤ類、等速ジョイント、クラッチハブ、ナックル、リヤーアスクル、フロントアスクル、ベアリングレース、タイヤホイール |
| 産業車両自転車用 | 運搬機用フォーク | 自動車用クランク、ナックル、リヤーアスクル、ガイドローラ |
| 鉄道用 | 主軸、歯車、レバー類、主軸、タイヤ | タイプレート、クロス、コンロッド、クランク軸 |
| 港湾船舶用 | コンロッド、クランク軸、ギヤ類、フック、フランジ | コンロッド、クランク軸、ギヤ類、ベアリングレース |
| その他の用途 | 航空機部品 | 航空機部品 |
熱間型打ち鍛造は強度・精度・コストダウンを兼ね備えた合理的製造法
熱間型打ち鍛造は、金属素材を高温に加熱して成形する塑性加工法です。
生成された金属素材には、内部組織(結晶粒)にバラツキがあります。
この金属素材を再結晶温度以上の高温(鉄の場合、一般には1100~1250℃)に加熱して打撃や加圧することで、内部の空隙をつぶし緻密で均質な組織となるため、硬さ・引張り強度など機械的性質が高まります。
それと同時に目的の形状に成形されるので、機械加工を省いたり最小限の加工で済み、材料の節約にもなり、大変合理的でコストダウンにつながる製造方法と言えます。
鉄は熱いうちに打て…と昔から言われる通り、高温で軟化した金属素材は、比較的小さな力で変形させる事ができます。
小さな力と言っても、昔のように鍛冶職人が金槌で叩いている訳ではありません。熱間型打ち鍛造では部品の形状などに合わせて様々な装置が利用されます。
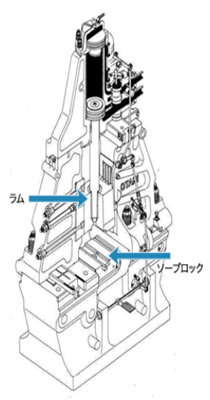
主にエアードロップハンマーやプレスが用いられます。当社では2台のエアードロップハンマー(1/3tと1t)を使用し,小物鍛造を得意としています。エアードロップハンマーは,空気の圧力でラムを上昇、下降させることで、熱せられた金属を鍛えます。
このとき、ラムの先端に 金型(上)と、叩きつける台に金型(下)を取りつけ、間に加熱した材料を置いて打撃することで金型に彫込んだ形状の部品を作るのです。
ハンマーで鍛錬することで生まれる、メタルフロー(鍛流線)
メタルフロー(鍛流線)とは
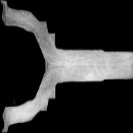
鍛造の強靭性を象徴しているのが製品の断面に現れるメタルフロー(鍛流線)です。
樹木には年輪があるように鍛造品には製品形状に沿ったメタルフローが形成されるため、高い強度・耐久性・衝撃値などが得られ、安全性を必要とする重要な部品に使用されています。
| 鍛造品 | 鋼材からの削り出し品 | 鋳造品 | |
|---|---|---|---|
| 組織形状図 |  |  |  |
| 組織 | 材料形状に沿ってメタルフローが流れている | 加工した部分でメタルフローが切断されている | メタルフローなし |
| 性質 | 反復曲げ応力に強い | 反復曲げ応力に弱い | 反復曲げ応力に弱い |
このような性質から、熱間鍛造は歯車の他プロペラシャフト、クランクシャフト、ステアリング部品など、高強度・複雑形状部品に多く用いられます。
熱間型打ち鍛造のメリットをまとめると、次のようになります。
- ハンマーで叩くことで金属の内部組織が密となり、内部欠陥がなくなる
- 製品形状に合ったメタルフローができることで強度・靱性が向上する
- 製品の最終寸法に近い形状で成形されるので切削工程が削減できる
- 金属を熱してからハンマーで鍛造するので、比較的に小さな力で加工でき、複雑形状部品の製造が可能
- 同一形状のものを小ロットから大量生産まで対応できる
- 他の鍛造方法(冷間・温間)に比べ自由度が高いため少量多品種に対応でき、また材料ロスが少ないためコストダウンに貢献
こうして作られた製品に 熱処理(調質)を加える事で、硬度調整を行ったり、旋盤加工、フライス加工、ドリル孔加工、塗装処理、磨き処理などを行い、お客様の希望される形状で製品を納品しております。
更に合理的な製造をするために冷間コイニングも併用
熱間鍛造後に寸法精度を上げたり、表面にコインのように模様を成形したりするために常温で行う鍛造のことで圧印加工ともいいます。
弊社で冷間コイニングを行う大きな理由としては以下の3つが挙げられます。
- 寸法精度向上
- 切削加工時の基準面作り
- 切削なし
金属を型内のくぼみからはみ出さぬように圧縮し流れさせるため、流れる距離は短いが大きな圧力を必要とし、素材の性質、状態や圧印代、プレス機、金型構造などが圧印の精度に影響を与える要因となっています。
また良好な表面を得るには圧印前にスケールを落としたり、ショットブラストをかけたりします。なお圧印は低い温度で変形量を小さくして行い、その鍛造品は切削加工を省略したりできるのでコスト的にも有利です。
鍛造に関することなら、長年の実績と技術力を誇るチャレンジフォージ株式会社にお任せください。豊富な経験と最適な製造法で、高品質な鍛造品をお届けします。